




普段何気なく手にしている缶ビール。
プシュっと開けてみたはいいが・・・
「タップルームで飲む時と全然味が違う。」
「どこかビールの色が変。」
「オフフレーバーが否めない。」
そんな経験をしたことがある人も少なくないのではないだろうか。
缶ビールといえば特に日本でも店舗陳列棚のスペースや重量の面から重宝され、多くのクラフトビールブルワリーも着手し始めている。
そして、同時にブルワリーにとっては気を付けるべき投資対象なのだと言い切れる。
缶ビールにすることで輸送面のコストも下がり、瓶と比べて普及しやすくなる。
津々浦々の消費者とブルワリーとの距離を限りなく縮めてくれるだろう。
それゆえにベストコンディションでないあなたのビールでさえ全国各地に届けてしまうのである。
遠い地でたまたまそんな缶を手にしてしまった人が、あなたのビールに対して抱く印象は言うまでもない。
今回は弊社が取扱いを開始する「Wild Goose Canning」の設備を題材に、いかに製缶技術に奥が深く、面白く、またその裏で繰り広げられている徹底的な酸素排除の技術の一部をブログにしてみようと思う。(いつになく真面目。)
まずは各工程の動画を見て頂きたい。
NO.1 空き缶を送り込むシーン
NO.2 ツイストリンス機能で空き缶内を綺麗に洗浄するシーン
NO.3 ビールを充填する前にCO2を充填。そしてビールを注ぎ込むシーン。
NO.4 ビール充填後、蓋を巻き締めするシーン。
NO.5 蓋を巻き締めした缶を綺麗に洗うシーン。
※映像:Monkish Brewing Co. / California
ある程度製缶の流れがわかったところで、技術的な詳細をご説明します。
ここから先は導入を検討していない読者にとっては専門的過ぎる内容になるため、合コンでクラフトビールうんちくを使ってビール女子にモテたいという方だけ読み進めて頂きたい。
そもそも何が肝心なのか
缶ビールの出来の良し悪しを決めるのは誰が何と言おうと製缶後のビールに溶け込んだ酸素の濃度、DO(Dissolved Oxygen/溶存酸素量)の値である。
当然、酸素の溶解量が少ないに越したことはない。
用いられる単位としてはPPB(Parts Per Billion/10億分の1)。
例えば、「酸素1PPB」とは空気1,000m3中に酸素(O2)が1cm3含まれている状態のことを指す。
PPAP(Pen Pineapple Apple Pen)とはくれぐれも間違わないように気を付けて頂きたい。
酸素100PPBを超えるビールとなると誰が飲んでも、味の異変に気付くレベルとなる。
色に異変も表れ、オフフレーバーも際立ち始める。
我らがWild Goose Canningでは自社製品での製缶後の溶存酸素量を4~40PPBにコミットしている。
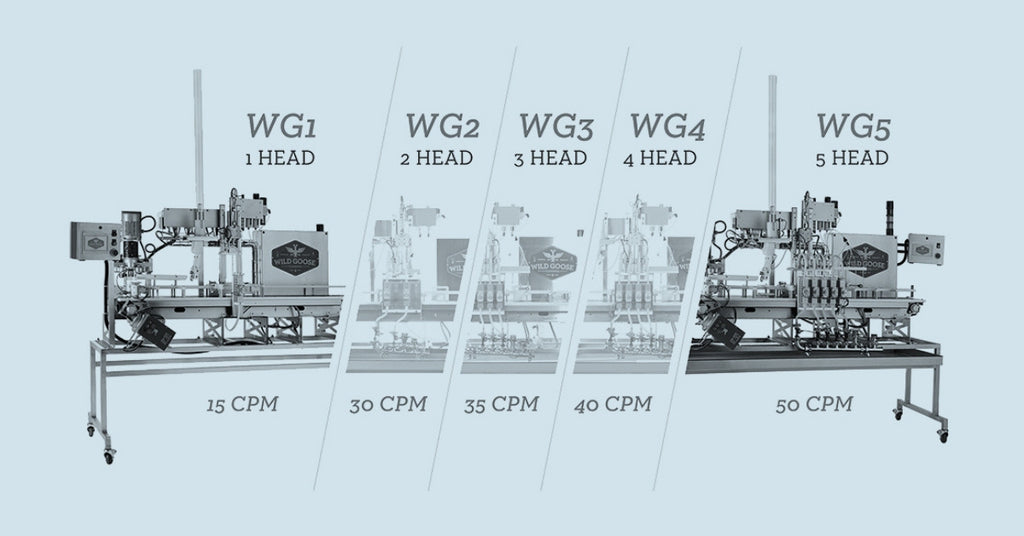
さらにに約15缶/分の1ヘッドから、50缶/分の5ヘッドまで後付けで増設が可能!
ブルワリーの拡大と並行してヘッド数の増設をその都度できるのがエボリューションシリーズの最大の特徴である。
1ヘッド~5ヘッドまで増設可能なエボリューションシリーズ
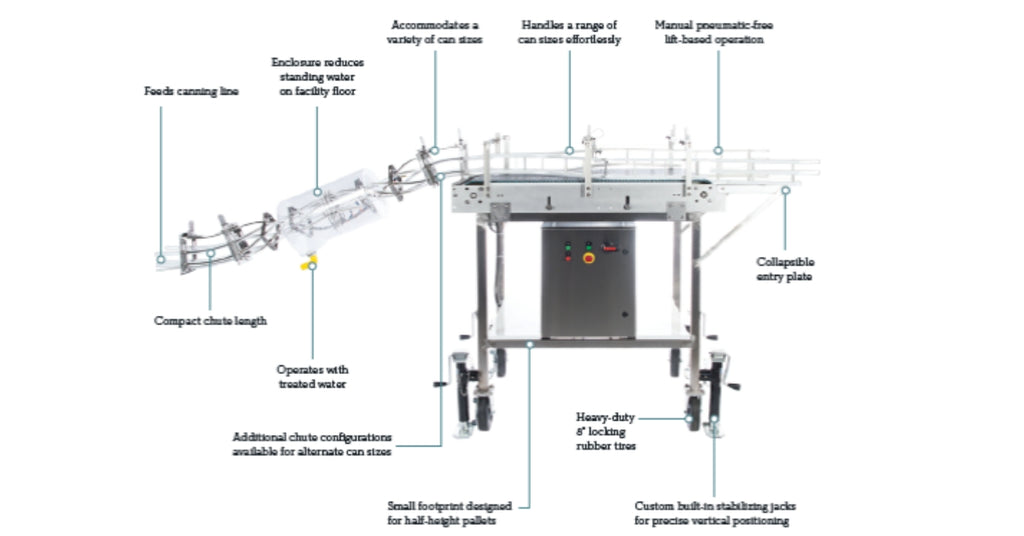
モバイルデパレタイザー&ツイストリンス
振れ幅が多いのは前工程のブライトタンク内時点のビールの酸素溶存量がブルワリーのよって10PPB~300PPBと差が激しいからである。
Wild Goose Canningの担当者曰く、「製缶後の酸素PPBが下がらない。」という問合せに対して、まず聞くのはこのブライト時点でのDOの値だという。
DOを下げるための最も大事な要素とは
ではDO(Dissolved Oxygen/溶存酸素量)を下げるためには何が出来るのか。
最も重要なのは蓋の繋ぎ目(Seams)と、蓋巻き締め装置部分(Seamer)の定期的なチェックである。
測定後の各数値が何を表すのかを把握すること、Seamer部分の調整方法が安定した低いDOを導き出す上でのライフラインとなる。
Wild Goose Canningでは納入時の据え付け&トレーニングの際に、日本人の通訳が同伴し、徹底的にトレーニングを行います。

また、当社では専用のマイクロメーターも付録しており、缶の繋ぎ目の測定方法、測定箇所、各数値の意味、外れ値への対処方法もわかりやすくお教えブルワリーが目指す数値の実現に貢献します。
より精密にDOを計測したい方向けにオススメのツール
数ある計測器の中でもWild Goose Canningが推奨する測定器をご紹介。
より正確なDOを計測するならAnton Paarがお値段は張りますがおすすめ。
より高度な巻き締め検査装置であればCMC-KUHNKEがおすすめです。
より正確な数値を導き出す上で、重要なもう一つの要素は蓋の巻き締めが終わってから間髪入れず、すぐに測定することである。
蓋の巻き締め終了後、10分経過した時点で不正確な数値を導き出しかねない。
まさに測定は時間との戦いなのである。
泡でまず蓋をする重要性
空の缶に注がれたビールが蓋を受け止める前に液面上部に適度な泡の層を作ることが重要です。
泡が出来にくいのであれば液温が低すぎる可能性や、カーボネーションの影響も考えられます。
ヘッドからのビールの注入圧を調整したり、ビール自体の温度を調節したりと、この泡の生成は製缶ラインのオペレーターの腕の見せ所でもある。
CO2パージの圧力調節、時間調整

CO2パージの圧力が10PSI(Pound Square Inch/1平方インチの面積に加わる圧力(ポンド))以下に調整されているかどうかもDOを下げるために重要な要素である。
ゆっくりとCO2をまず隅々まで充填し酸素を締め出すことが言うまでもなく重要であり、もしパージの圧力が強すぎれば上層部に真空が発生、外気を取り込んでしまう。
次にCO2の充填時間が適切かの調整である。
しっかりと缶内全体にCO2が行き渡るに十分な時間しっかりとCO2を注ぎ込めているかが重要。
12oz(355ml)の缶であれば2.5秒。16oz(473ml)であれば、3~3.5秒の時間が妥当である。
目を近づけて見ればCO2パージ後に缶内上層に白い靄を確認することができる。
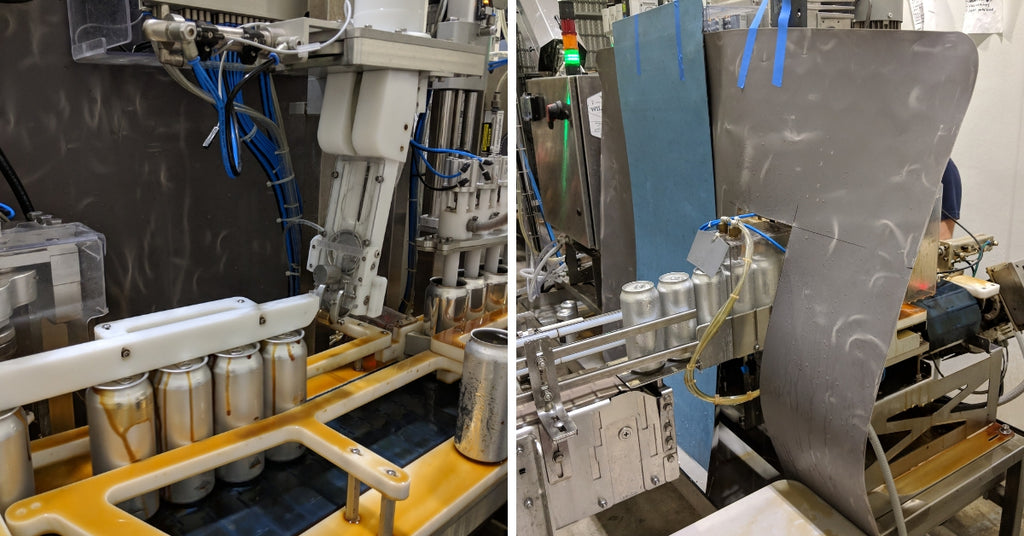
ツイストリンス洗浄の水量調節

空の缶を製缶機ラインに流し込む前の洗浄段階を担うのが「ツイストリンス機能」である。(※ブログ上記ビデオ2)
文字通りツイスト反転させることで残留水を排出しているのだが、排出しきれなかった残留水の中には酸素が残っており、DOのPPB値を上げることに繋がる。
リンス噴出水の遅延機能の調節、噴出水圧の調節をすることで大抵の場合は対応が可能だが、噴出水自体を一度OFFにして、数サイクル回し、その際に残留水量を測定することでターゲット値を割り出せる。
日本向け/Wild Goose Canning設備導入サービス

今回ご紹介したのはWild Goose Canningの誇る技術のほんの一部に過ぎない。
そして、同社はボトリング機材メーカーとして有名はMeheenと2016年に合併。
Meheen製のモジュールをすでに導入しているブルワリーの場合、機種によっては組み合わせて使うことも可能。
納入実績は世界中に500ヶ所を超え、文字通りグローバル展開をしている。

最高峰のボトリングノウハウを持つMeheenと、最高峰の製缶ラインノウハウを持つWild Goose Canning。
日本でもサイズを問わず、ブルワリーにとって強力な助っ人になること間違いありません。
仕様の打合せから、メーカー担当者&エンジニアとの窓口、各種通訳、翻訳、輸出入の手続き、通関対応、搬入・据え付け、さらには貴社ブルワリーでのトレーニングまで、全ての段階で同社のシステムに精通した日本人が徹底的にサポートします。
製缶ライン導入をお考えの皆様、是非一度アメリカ製のWild Goose Canningをご検討されてみてはいかがでしょうか。
アメリカ国内だけでも数多くのブルワリーが当社の製缶ラインを指示、導入しております。
代表的なアメリカの導入ブルワリー
お問合せ
まとめ
日本向けの引き合いから話が発展し、あれよあれよと話が進み今回のブログを書くにいたりました。
実機を見るためにご協力頂いたLAのMonkish Brewing/Henry Nguyenさんには感謝の気持ちしかありません。
前職が機械商社だった私にとって仕様の打合せはどこか懐かしい一日となりました。
Wild Goose Canningの担当者も信頼の置ける方で、とても親切できめ細かな対応。
反応が遅く、コミュニケーションが取れない醸造機材メーカーも多くいるアメリカですが、Wild Goose Canningは日本市場にも必ず受け入れられると確信しました。
今後、広がりを見せるであろうクラフトビールの缶の市場。
ブルワリーにとっては他の醸造設備に比較すれば高額な投資になることは間違いありません。
缶ビールを始めたいがよくわからない、アメリカのメーカーなので不安、英語、貿易がわからないなどお考えの日本のブルワーの皆様、まずはお気軽に弊社までお問合せ下さい。
※ド平日の午前のミーティング風景とは思えないビールの数。しかし、これも仕事。
